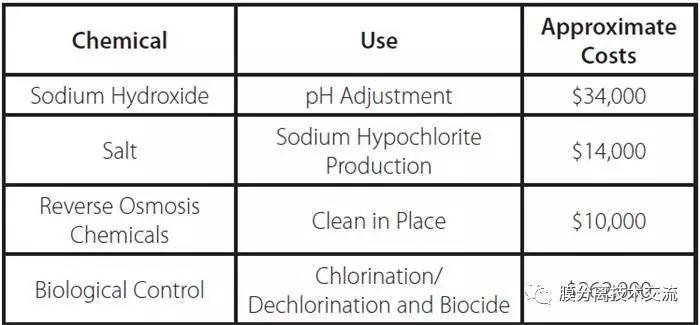
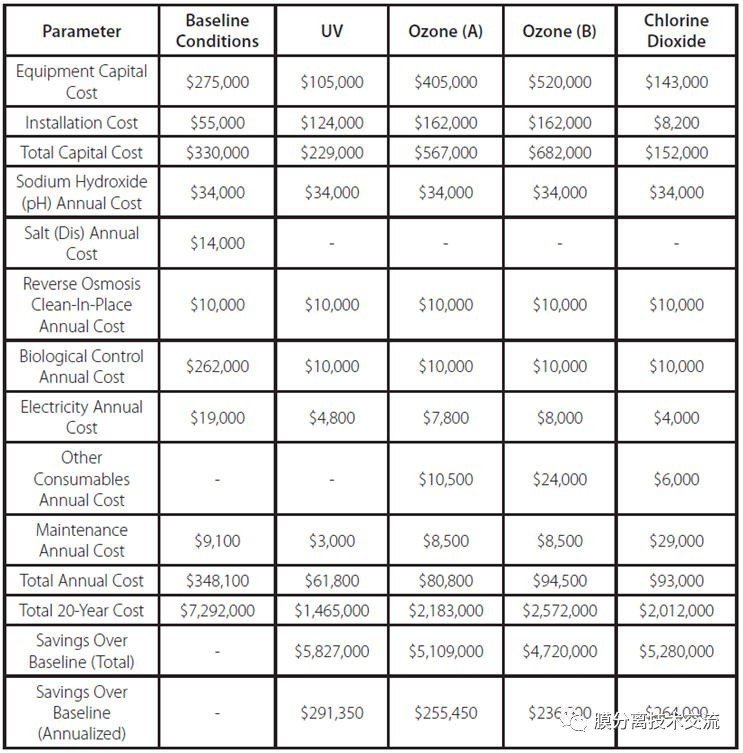
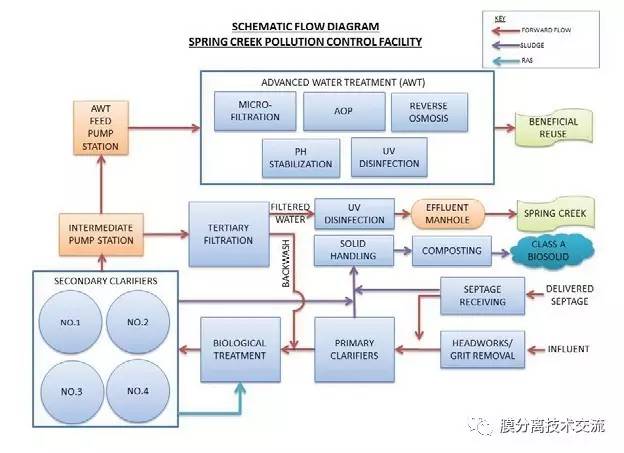
As more and more organizations, municipalities, and companies begin to reuse water as a means to reduce water use, reduce energy footprint, and control funding, the commonly used technology is a low-pressure membrane filtration system. The most common challenge in membrane filtration is biological contamination, caused by bacterial growth, which can degrade membrane performance. Biofouling is particularly concerned with the recycling process of municipal wastewater treatment plants. It must consider technologies that have cost advantages and other advantages to control biological pollution, such as advanced oxidation. The University of Pennsylvania's Central Associated Agency (UAJA) uses an advanced oxidation process (AOP) to control biological contamination during reverse osmosis. The additional system also enhances the Authority's ability to remove contaminants. University Union Authority (UAJA) The University Union Authority provides wastewater collection, treatment, and reuse of water to more than 80,000 residents of the surrounding Penn State and State Colleges. While not providing sewerage services throughout the university campus, the Authority is faced with a growing community and long-term sustainability and watershed protection needs. Nearby is the source of the Spring Creek River, a high-quality cold-water fishery. Because it is defined as "high quality", the heat from the discharged waste water can potentially affect it, so the Pennsylvania State Environmental Protection Agency (PADEP) treats the treated sewage. The quality and quantity of emissions are strictly limited. Chemical costs related to RO UAJA's facilities meet the tertiary wastewater discharge standards, which include the state's most stringent emission limits, and the 0.13 mg/L total dissolved phosphorus standard. The equipment hydraulics built in 1969 involved a capacity of 3.84 MGD (millions of gallons), and the Authority upgraded the facilities in 1992 and 2002 respectively. At present, the maximum monthly flow of equipment is 10.56 MGD and 50,000 lb/day of organic load. In order to achieve the strict supervision of PADEP, the Authority implemented an award-winning water reuse plan in 2002 and started operating at its new plant in 2005. Some of the treated wastewater is now discharged into Spring Creek where the water quality exceeds state and federal drinking water standards. The Authority also provided the community with recycled water, including swimming pools, laundromats, car washes, and turf irrigation. This not only reduces the total amount of water drained to Spring Creek but also offsets some of the potable water demand in the community. The UAJA Profitable Reuse Water Treatment Building contains a series of processes that convert secondary clarifier wastewater into water for federal and state drinking water requirements. Initially, this process consisted of microfiltration, RO, pH stabilizers, UV disinfection, and a chlorination process for partitioning the residue. After the recent system upgrade operation, the Authority found that the planned intermittent water treatment insecticide had preferentially entered RO and could not effectively control the biological contamination. To stabilize the pressure, the authorities installed a combination of chlorination and dechlorination prior to RO, supplementing pesticides every few weeks. During the regular performance check in 2013, the Authority noticed that its salt return and nitrogen concentration in reused water increased. Although the final discharge of wastewater still meets the standard, the RO membrane has exceeded its useful life. The Authority chose to replace these membrane modules in 2015. As part of the process, the new membrane was decided to review all costs associated with membrane operation and found that the cost of biological contamination has risen sharply over the years. In addition, the Authority has found that the equipment used to generate sodium hypochlorite on site has worn out and may require a large amount of funds to upgrade. Advanced oxidation process One method of controlling biological contamination is the Advanced Oxidation Process (AOP), which oxidizes and destroys contaminants through the reaction of hydroxyl radicals. These groups are one of the strongest oxidants that can be used in water, and their oxidation efficiency is 200% higher than sodium hypochlorite. The hydroxyl group can oxidize most of the compounds present in water, including organic compounds, trichloroethylene (TCE), endocrine disruptors (EDCs), N-nitrosodimethylamine (NDMA), insecticides, and drugs. Possible options cost Hydroxyl radicals are usually produced by an oxidant with energy. For example, ozone or a combination of hydrogen peroxide and ultraviolet light can produce highly active hydroxyl radicals. However, the study surface performed separate ozone AOP treatment on the secondary sewage effluent. Ozone reacts with organic matter in the secondary effluent to produce hydroxyl radicals. This reaction does not require extra UV energy. AOP alternative assessment As part of the review of bio-pollution control technologies, UAJA and RETTEW contacted various manufacturers who provide ozonation, UV disinfection, chlorine dioxide or hydrogen peroxide. RETTEW extracts samples from the microfiltration effluent and provides them to various suppliers to test the effectiveness of each manufacturer's system and determine the key performance indicators that determine the economics of the operation. Since the main purpose is to provide pretreatment for the RO, the limited use of hydrogen peroxide has not had sufficient experience worth further consideration and is not included in the laboratory test scale. This process was used as a key indicator of biological contamination control using heterotrophic plate s. Laboratory tests have shown that the performance of UV, ozone and chlorine dioxide is equivalent to the existing biological pollution control of the Authority, and can reduce the number of plates to a minimum. RETTEW then reviewed the implementation and economic impact of each alternative (Table 2). All the options are to make the existing processing system more economical. The Authority and RETTEW also considered the potential benefits that could be modified to AOP technology. Although PADEP currently does not provide for the use of AOP for the indirect use of recycled water, national trends indicate that it may be needed in the future. Therefore, this method quickly becomes an essential technology for the reuse of water in the re-use system similar to that of the Authority. In addition, the EPA's water use guidelines handbook recommends the implementation of AOP in indirect drinking and reuse. The agency eventually implemented this method at a later stage of its project. Since AOP can provide this subsidiary benefit that meets national regulatory standards and guidelines, this technology is given priority. Among the alternatives tested, ozone provides additional advantages for AOP disinfection according to the EPA water reuse guidelines. Although UV disinfection provides the Authority with the greatest economic savings, the potential long-term advantage of ozone-oxidized AOP allows the Agency to select it as the preferred method. UAJA's AOP system The AOP process consists of an ozone generation system and the injection of ozone into the RO feed and secondary safety equipment. System requirements include: 1. Liquid oxygen supply 2. Ozone generator 3. Gas cooling and coolers 4. Flow measurement gas injection system 5. Ozone contactor 6. Ozone quenching injection system 7. Exhaust gas collection and destruction system Third-party suppliers provide oxygen, and oxygen is stored in an external cooling tower that is specially made for this purpose. When needed, the evaporator converts liquid oxygen to high-purity gaseous oxygen and delivers the material to the AOP system under pressure. To improve operational performance, the Authority cools its oxygen down to a dew point of minus 60 degrees Fahrenheit (minus 51 degrees Celsius). The ozone generator converts frozen gaseous oxygen to ozone gas with a maximum capacity of 53 pounds (24 kg) of ozone per day at a concentration of 5%. Increasing the concentration of ozone in the gas in the future will allow additional production capacity. Ozone gas is first applied to the side stream feed through a venturi injector and then mixed with the RO feed and ozone contactor. The Ozone Contactor is a 4,200-gallon stainless steel bezel designed to provide minimal reaction contact time. Based on the workability studies performed, the contact time was designed to be 5 minutes at a dose of 4.0 mg/L ozone and the headspace gas degassing was controlled by the ozone damaging slider in the ozone contactor. The gas is then discharged into the atmosphere outside the building. The Authority monitors the ozone concentration of the exhaust gas to ensure that there is no ozone emission. As an aggressive oxidant capable of damaging the thin film portion of the composite RO membrane, the Authority must quench residual ozone in the water. RETTEW has adapted part of the existing stoichiometric system to feed liquid sodium bisulfite into water prior to RO feeding to provide adequate removal and protection. Construction Construction began in the summer of 2014 and began in early 2015. Equipment costs are lower than expected from the AOP assessment, saving approximately $100,000 in costs, and the total project cost associated with the AOP component is approximately $800,000. As of now, power and oxygen consumption have been lower than expected. The operating system monitors the reduction of total organic carbon and related pollutants. The operating system is currently very stable and there is no performance degradation of AOP with ozone compared to the chlorination/dechlorination prior to use. in conclusion Proper biological pollution control is important for cost control of RO systems. However, the economic advantages of any biological pollution control require regular assessments and modifications. Although AOP technology is not particularly necessary for UAJA, its application has proven to be an effective means of controlling membrane bio-pollution costs. Removing relevant pollutants, AOP proved to be an effective alternative to traditional biological pollution control strategies.
We are China manufacturer of high quality grade 36,grade 55, grade 105 Threaded Rods and threaded bars in astm f1554 standard. Our advantages and more services of threaded steel rods includes:
1) Wide range of diameters from 1/2" - 4"
2) Customized Length from 100mm to 12000mm
3) Good threads at 60 degree
4) Good straightness: 1mm/m max
5) Even hardness on whole bars
5) Proper mechanical properties
7) Full sets of testing equipment: Surface, Dimenstion. Mechanical properties testing
8) Fast delivery time
Grade 36 Threaded Rod,Grade 36 Steel Bar,Grade 55 Threaded Rod,Astm F1554 Grade 105 steel bar,Astm F1554 Grade 105 Threaded Rods SHANDONG LE REN SPECIAL STEEL CO., LTD. , https://www.js-luggagecarts.com